
You cannot stay ahead of the competition in the dynamic manufacturing world with just high-quality products. Yes, it is 100% proven that remaining on top in this industry requires innovation in operations and the adoption of cutting-edge technologies. And if you’re wondering how to achieve that, you might want to consider next-gen manufacturing execution systems (MES). After all, these advanced solutions are paving the way to redefining how manufacturers manage, monitor, and optimize their production processes.
Here, we will explore what distinguishes next-gen MES solutions, their core features, and how they deliver a competitive edge today.
Firstly, What is a Next-Gen MES?
A Manufacturing Execution System (MES) is a digital solution that does a commendable job of connecting, monitoring, and controlling complex manufacturing processes on the shop floor. Simply put, it doesn’t work like your traditional MES platform, which primarily focuses on tracking and managing production. This goes beyond integrating advanced technologies like IoT, AI, cloud computing, and edge computing.
And that’s just the tip of the iceberg. These next-gen systems provide real-time data, predictive analytics, and seamless connectivity across all levels of the manufacturing process. Think of them as the brains behind modern smart factories, ensuring all systems work harmoniously to deliver optimal results.
The Many Advantages of Next-Gen MES Solutions
If you want to implement the next-gen MES solution and cannot decide whether it would be the right option, we request that you consider the advantages these systems offer:
Real-Time Data and Insights
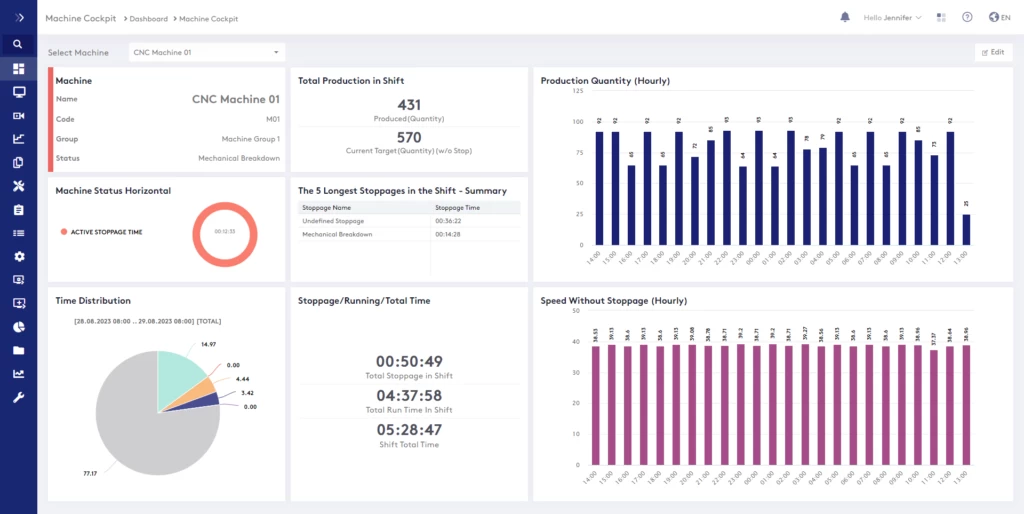
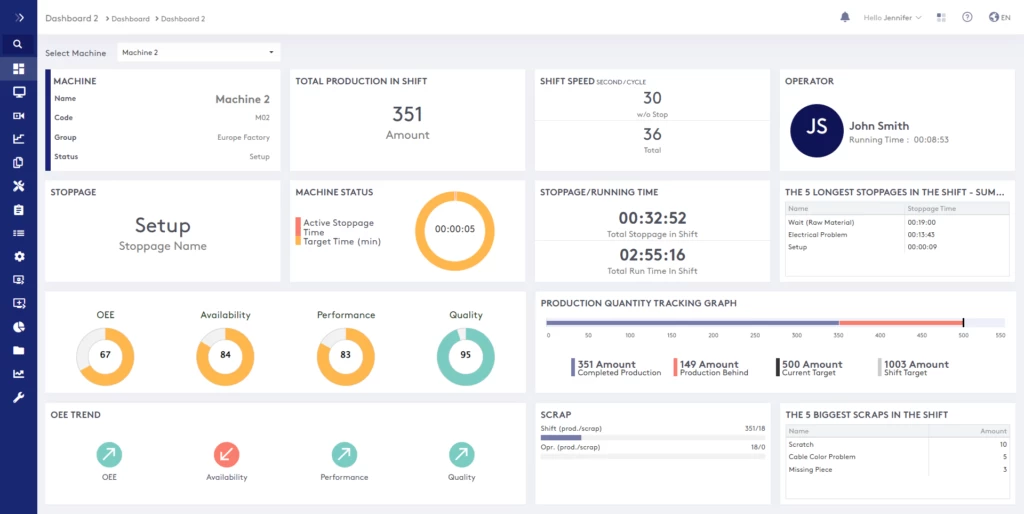
One of the top benefits of MES solutions is real-time data collection. After all, these Next-Gen MES platforms leverage IoT-enabled sensors and edge devices to deliver real-time visibility into every stage of the production process. This, in return, helps manufacturers to monitor production in real-time. They can identify bottlenecks and inefficiencies as they happen and be more proactive than reactive.
Moreover, manufacturers get up-to-the-minute insights, which can help production managers make quick adjustments to enhance productivity and minimize waste. A very good example is a manufacturer using a next-gen MES to detect and address machine performance anomalies without wasting time.
Solution Implementation and Flexibility
We know by now that traditional MES systems often focus on stability at the expense of resilience. This was good in the past, but not now. While they aim to react to change, they tend to merely keep up rather than adapt and grow. This is a serious problem since these systems typically depend on large-scale deployments that require substantial upfront investments, involve lengthy installation processes, and come with costly annual contracts. The result? Simply put, it takes months of implementation before the system can deliver any tangible value.
In contrast, your next-gen MES systems are built with change in mind—not as a disruption but as an opportunity for growth. Seriously, these platforms offer low-risk implementation and enable manufacturers to deploy the solution in incremental layers. This is huge since it means businesses can address their most critical needs first while gradually phasing in additional features over time. What’s even better is that this layered approach delivers great results by avoiding the need to rip out and replace existing systems, ensuring continuity and reducing the risk associated with traditional implementations.
Enhanced Operational Efficiency
It is worth mentioning that automation is an integral part of next-gen MES solutions. Why? Well, it is because these solutions rely on dynamic production scheduling that automate repetitive tasks and optimize resource allocation.
Moreover, AI-driven insights can be extremely useful when it comes to predicting equipment maintenance needs, reducing the risk of unexpected breakdowns and more. In fact, this predictive maintenance offers a significant advantage over traditional reactive approaches, which more often than not result in costly delays.
Much-Improved User Experience
Old-school MES setups? They’re messy—many separate systems and data don’t play nicely together. They are prone to making it easy for mistakes to sneak in. Plus, they feel stiff and outdated, which isn’t effective for anyone in the manufacturing industry. That is not what we need now, especially since they have a steep learning curve and clunky interfaces that can slow you down and tank your productivity.
But here’s where next-gen MES systems truly shine. They’re designed with real people in mind, featuring no-code apps that let frontline workers whip up their fixes without waiting on IT or outside help. And that’s not all. They’ve got the sleek, easy-to-use interfaces that the younger, tech-savvy crowd expects. It’s all about making life easier, not harder.

But Why Adopt a Next-Gen MES Now?
If we’re being honest here, the quick answer is that it is the now or never. The shift to Industry 4.0 is inevitable, and manufacturers that fail to modernize risk falling behind.
A next-gen MES solution improves operational performance and future-proofs your manufacturing business. The competitive advantages include:
- Increased Agility: Adapt to market demands quickly.
- Cost Savings: Minimize waste, reduce downtime, and optimize resource usage.
- Customer Satisfaction: Deliver high-quality products on time, every time.
- Business Growth: Scale operations seamlessly to meet growing demand.
So, are you ready to revolutionize your production processes? Contact us to learn how a next-gen MES solution can unlock your manufacturing potential.